


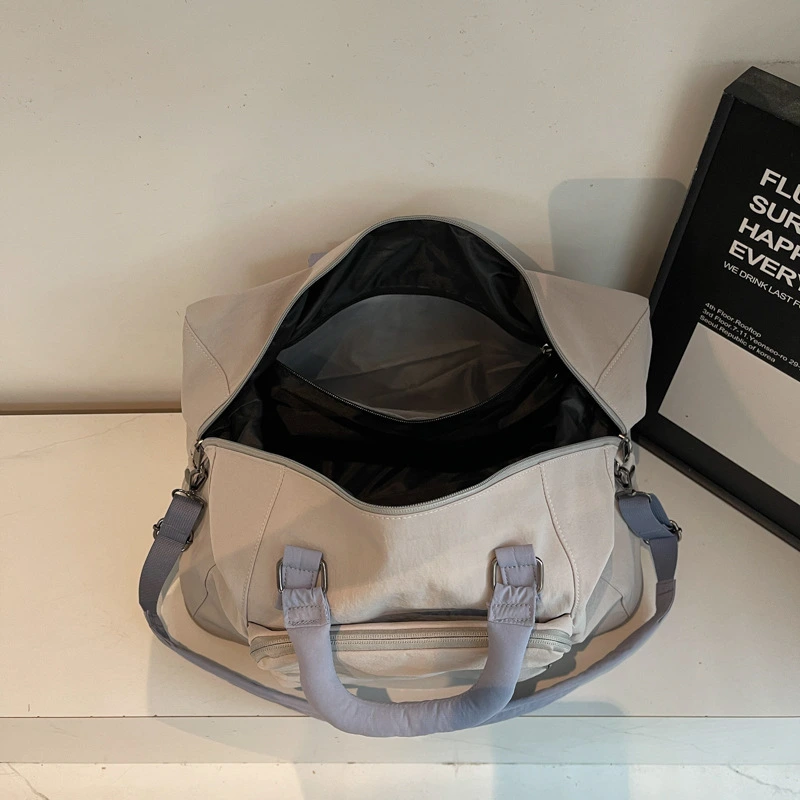

Custom Expandable Oxford Travel Duffel Bag
Air: 15-20 days
Sea: 30-45 days
Manufacturing Process for Expandable Oxford Duffel Bags
Since 2013, we've developed specific expertise in quilted Oxford construction. Our Dongguan facility has produced over 200,000 expandable duffel bags for fitness and travel brands. The puffy aesthetic requires precise control over filling density and stitch spacing to maintain shape while allowing expansion.
Fabric Selection & Testing
We source 900D Oxford from mills we've partnered with for 8+ years. Each batch undergoes tensile testing (minimum 450N warp/weft), abrasion testing (25,000+ Martindale cycles), and waterproof validation (AATCC 22 spray test, IPX4 standard). The polyester filling is tested for density consistency (180-200gsm) to ensure uniform quilted appearance.
Pattern Engineering
Our CAD team designs expansion gussets that add 25% volume when extended. The quilted pattern uses 10cm×10cm squares with 3mm stitching depth. We optimize material yield to 85-90% while maintaining the structural integrity needed for 20kg+ loads. Critical stress points are mapped for reinforcement during cutting.
Component Integration
The dry-wet separation compartment uses heat-sealed TPU film (0.15mm thickness) rather than sewn seams, creating a fully waterproof chamber. Ventilation channels (2cm diameter) prevent odor buildup. Shoe compartments feature antimicrobial mesh with 3mm padding to maintain shape. All components are pre-assembled before main construction.
Construction & Reinforcement
We use computerized quilting machines with ±0.5mm stitch precision. Handle attachments and strap anchors receive bar-tack stitching (8 stitches per cm) and internal reinforcement patches (5cm×5cm Oxford layers). Bonded nylon thread (size 30) matches the fabric weight. Expansion zippers are tested to 10,000 cycles.
Quality Verification
Every unit undergoes dimensional checking (±3mm tolerance), waterproof testing (spray test for 5 minutes), and load testing (20kg static load for 6 hours). We inspect 100% of production for stitch consistency, zipper function, and expansion mechanism smoothness. Each batch includes production logs traceable to operators.

About Our Facility: Founded in Dongguan in 2013, Merris operates a 3,200 square meter facility with 85 production staff. We've served clients in 34 countries, with annual production capacity of 180,000 units. Our BSCI-certified factory specializes in soft goods manufacturing, with particular expertise in waterproof bag construction and quilted textile processing. We maintain direct relationships with fabric mills, hardware suppliers, and logistics providers to control quality and lead times.
Material Specifications & Design Features
Our product development process focuses on solving specific user problems identified through client feedback. For expandable duffel bags, the key challenges are maintaining structure when expanded, preventing water transfer between compartments, and ensuring durability under heavy loads.
Quilted Oxford Construction
- Fabric weight: 900D Oxford outer layer (220gsm) with 180-200gsm polyester filling creates the puffy quilted aesthetic at total weight of 400-420gsm.
- Waterproof performance: TPU backing achieves hydrostatic head rating of 1000mm, exceeding IPX4 standard for light rain and splashes.
- Durability data: 25,000+ Martindale abrasion cycles, colorfastness grade 4+ (ISO 105-C06), tear strength 80N+ (ASTM D2261).
Expandable Compartment System
- Volume expansion: Zippered gussets add 25% capacity (from 45L to 56L standard size) while maintaining structural integrity.
- Dry-wet separation: Heat-sealed TPU compartment (30×20×10cm) with roll-top closure prevents water transfer. Independent testing confirms zero leakage at 5-minute spray test.
- Load distribution: Reinforced base panel and side walls maintain shape under 20kg+ loads without sagging.
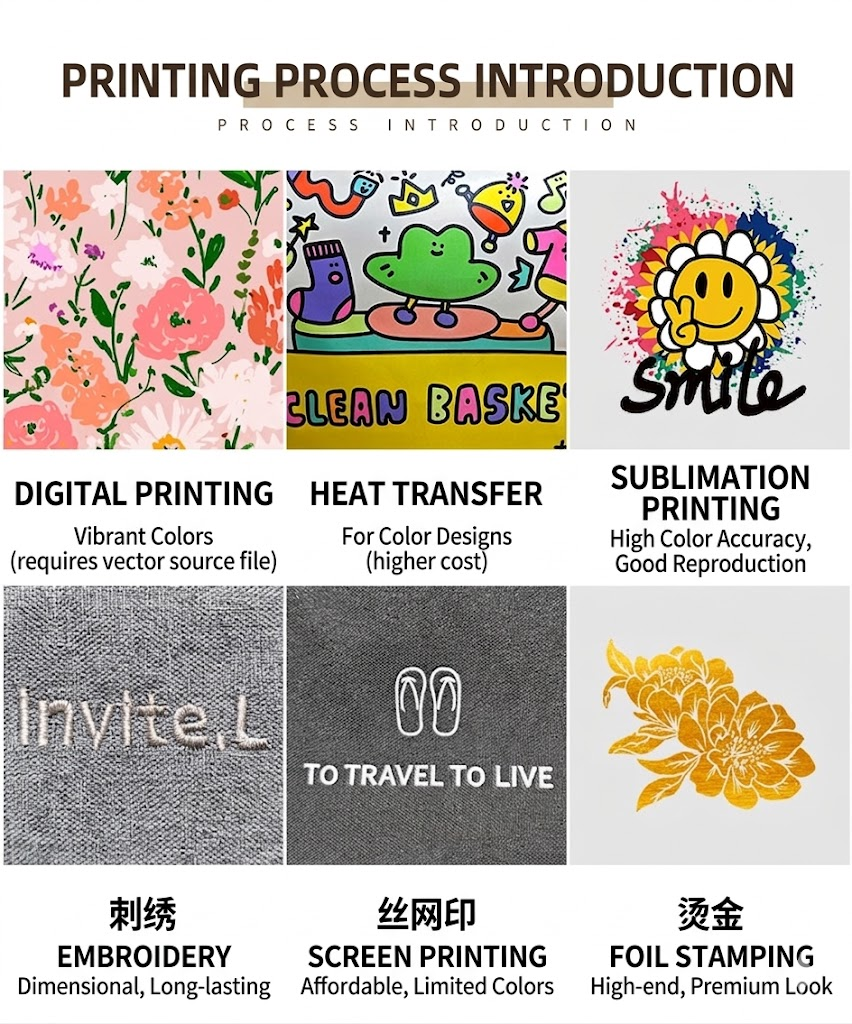
Customization Options
- Surface branding: 3D silicone heat-transfer prints (durability: 50+ washes), woven jacquard labels (setup $100-150, unit $0.20-0.35), or debossed rubber patches.
- Hardware customization: Alloy zipper pulls with laser engraving (MOQ 1000), color-anodized finishes, or custom pull shapes.
- Interior configurations: Modular divider systems, padded laptop sleeves (up to 16-inch), or removable shoe compartments available on request.
Working With Merris
We partner with brands at different growth stages—fitness startups launching first collections, established outdoor brands expanding lines, retailers developing private-label programs. Our minimum order of 500 units reflects production efficiency rather than exclusivity. First-time clients typically come to us after outgrowing small-batch production (under 200 units) and needing consistent quality at scale. We can work from detailed tech packs or develop specifications collaboratively from concept descriptions. Our design team provides digital mockups within 48 hours and physical samples within 7 days.
Production Facility Documentation
Video overview of our cutting, quilting, assembly, and testing processes. This facility produces approximately 15,000 units monthly across all product categories, with expandable duffel bags representing 30% of current capacity.
Video segments: Fabric inspection (00:00-00:45) | CAD pattern cutting (00:46-01:30) | Computerized quilting (01:31-02:15) | Component assembly (02:16-03:00) | Waterproof testing (03:01-03:45)
Technical Questions
Specific answers based on our production data and testing protocols.
Request Production Quote
We'll respond within 8 hours with pricing and timeline based on your specifications.
